Стыковка резинотросовой ленты горячим методом Краткая инструкция
Необходимый набор инструментов для горочей вулканизации резинотросовых лент можете посмотреть здесь
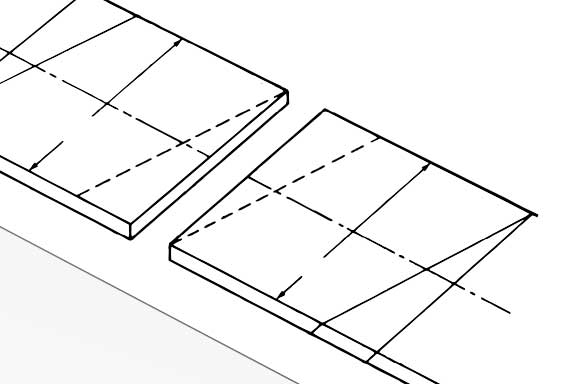
Виды стыковки
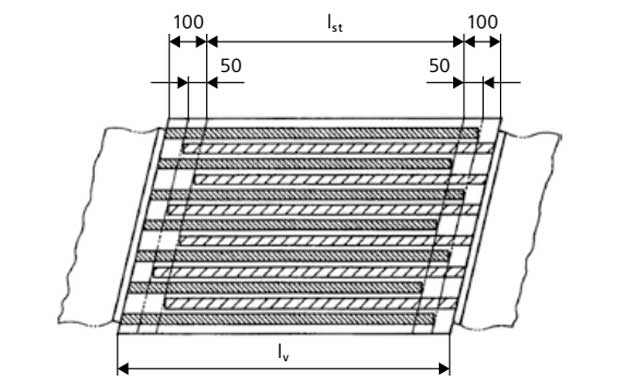
1-ступенчатое стыковое соединение
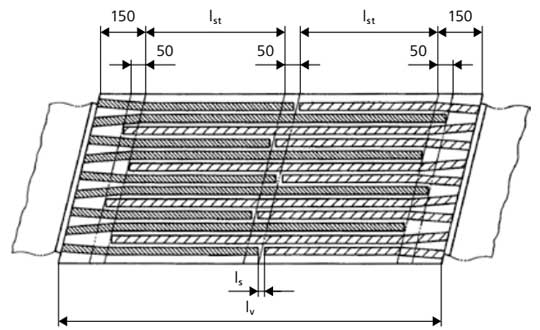
2-ступенчатое стыковое соединение
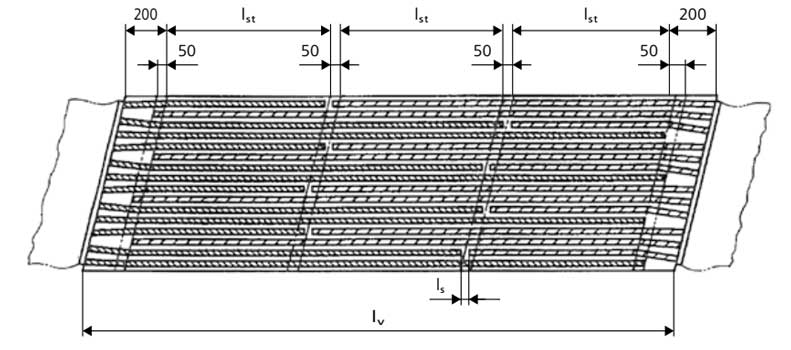
3-ступенчатое стыковое соединение
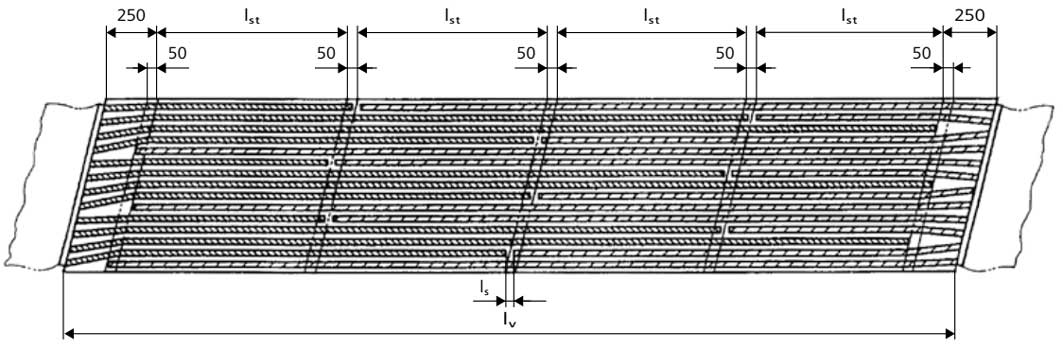
4-ступенчатое стыковое соединение
Подготовка рабочего места
Установка рабочего стола и нижней части пресса, геометрией и размерами соответствующих стыковому соединению. В случае необходимости установка защитной палатки.
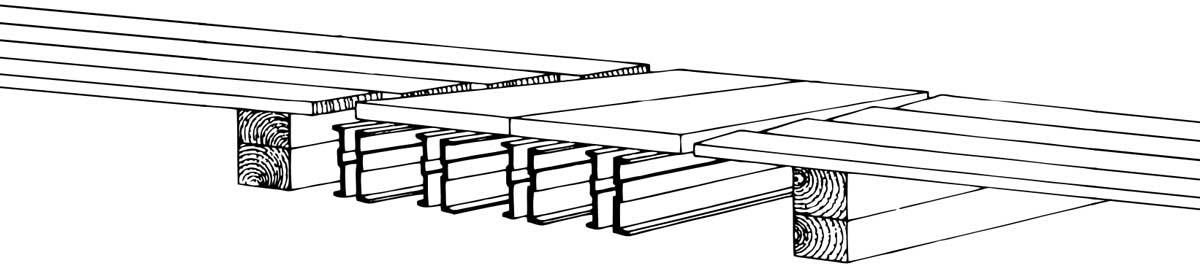
Выравнивание и закрепление концов ленты
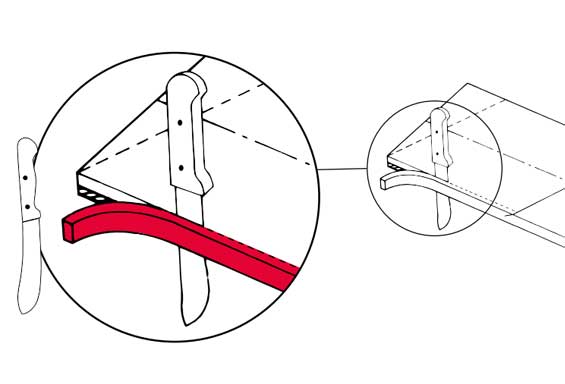
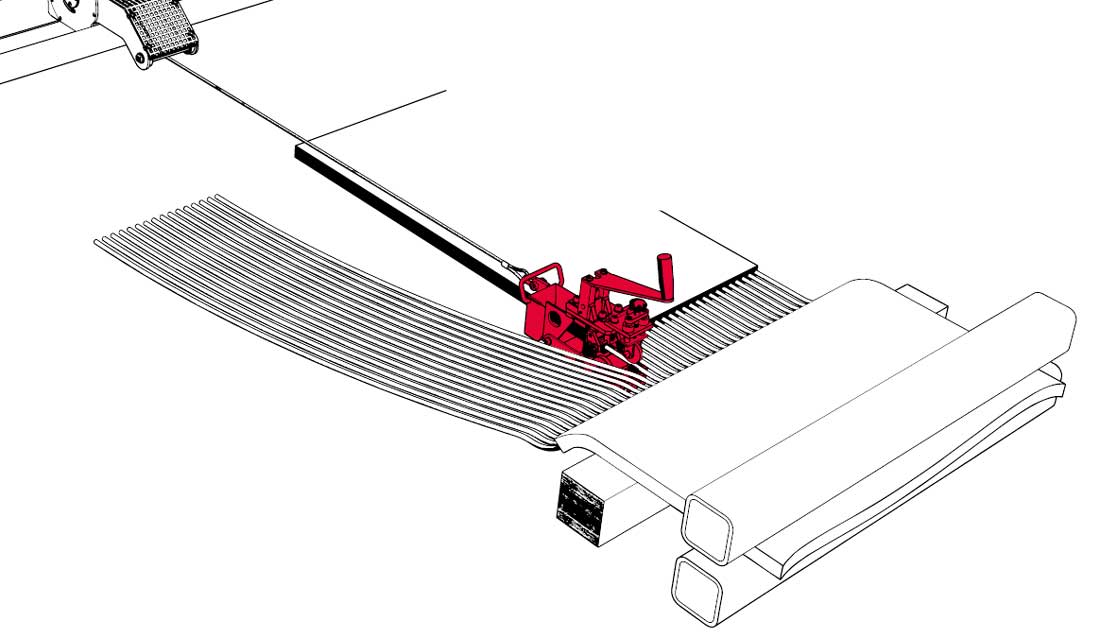
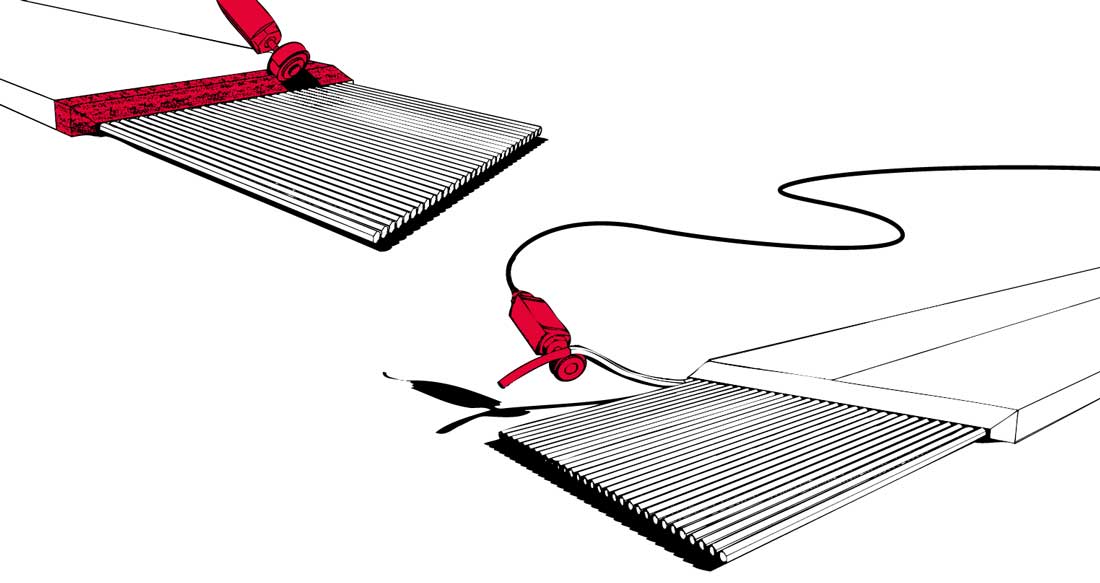
Обрезка бортов
Разделка и очистка тросов ручным способом
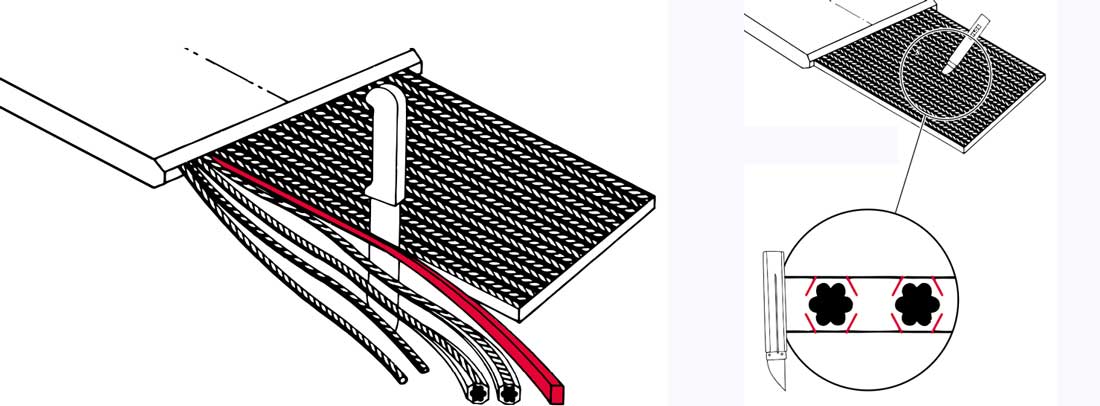
Или использование кордстрипера
Подготовка к стыковке, обработка тросов
Подготовка вулканизационного раствора
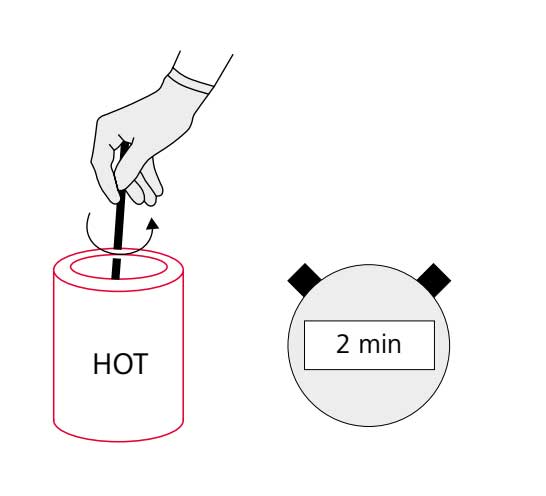
Подготовка вулканизационного раствора
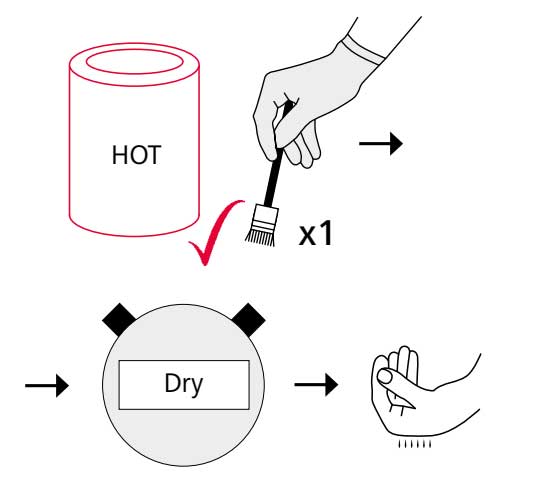
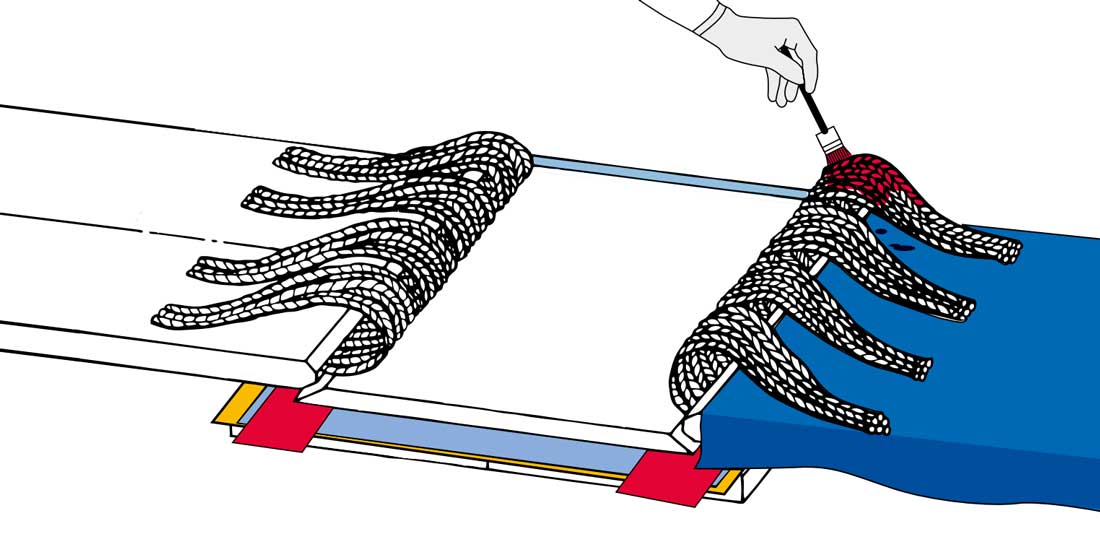
Нанесение вулканизационного раствора
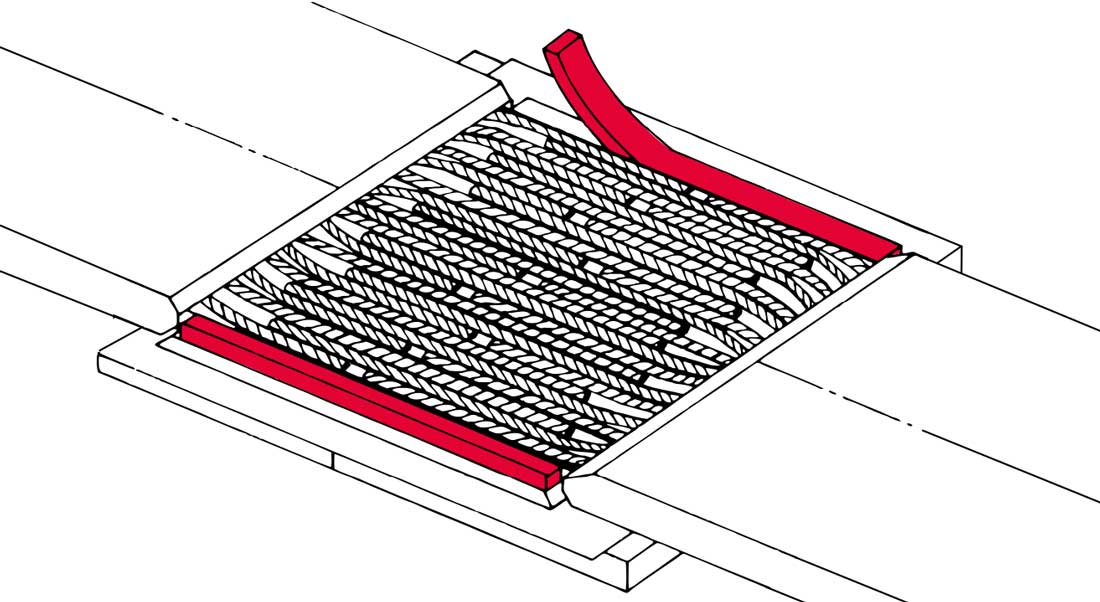
Формирование бортов ленты
между наружными тросами и резиновыми бортами уложить как минимум по одной полосе промежуточной резины для обеспечения связи между крайним тросом и обкладочной резиной борта ленты. Затем с помощью обкладочного материала формируется борт ленты по высоте не выходящий за пределы диаметра троса.
Процесс вулканизации
При достижении давления примерно 6 бар включаются нагревательные пластины и равномерно нагреваются до 100°C. Затем давление достигает примерно 12 бар, а температура нагревательных пластин достигает температуры вулканизации 152°C. разница температур в процессе нагрева не должна превышать 10К. Поэтому необходим постоянный контроль температуры и её регулировка с помощью выключателей отдельных нагревательных элементов. По достижении температуры 148°C начинается процесс вулканизации
По истечении времени вулканизации пресс остаётся под полным давлением до охлаждения нагревательных пластин до температуры 60°C